研磨机伺服系统的软件设计包括E内部对象(目标位置、速度、加速度、减速度、找原点方式以及工作模式等)赋值和PLC编程控制。伺服放大器专用编程软件,采用顺序编程(Sequencer Programming)的方法对放大器内部的对象赋值。由于研磨过程多次涉及到定位,因而工作模式选用位置控制模式(绝对/相对位置模式),该模式下要定义的对象如表l所示。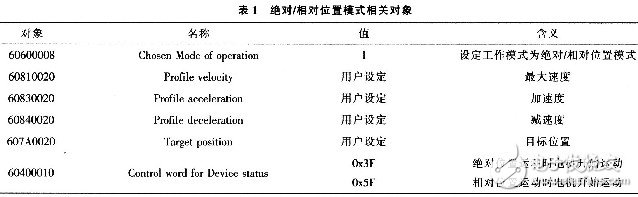 伺服驱动器每段程序都有一个相应的程序段号,在其列表内最多包含8个具有读写(RW)属性的对象。调用一段程序后,该程序段内的所有指令会按照从上至下的顺序依次执行,这就是顺序编程思想。
伺服驱动器每段程序都有一个相应的程序段号,在其列表内最多包含8个具有读写(RW)属性的对象。调用一段程序后,该程序段内的所有指令会按照从上至下的顺序依次执行,这就是顺序编程思想。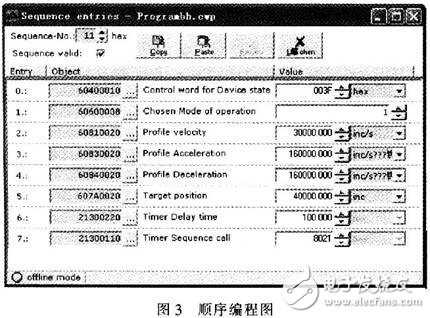 图 3是Y轴伺服放大器控制伺服电机带动操作台进入入料点的参数设定窗口。程序段号为11,工作模式选择位置模式中的绝对位置运动方式(设备状态字 60400010设定为0X003F),最大速度、加速度、减速以及目标位置值分别设定为30 000、160 000、16 000和40 000。 伺服提供的触发程序段的控制事件有输入端口的边沿信号触发、内部编程设定的定时器时间到、两个数值的比较结果为真、目标位置到达等,一些事件可以重复定义,所以一段程序可以执行一次也可以执行多次。同时,在一个程序段内又可以调用另外一个程序段。 在软件的数字输入窗口可以设定ED200数字输入端口DINl~DIN8的边沿信号所对应的程序段,实现从输入口调用内部程序段的功能。设计中数字输入端口的信号由PLC提供,这样就可以通过PIC间接对伺服电机进行控制。
图 3是Y轴伺服放大器控制伺服电机带动操作台进入入料点的参数设定窗口。程序段号为11,工作模式选择位置模式中的绝对位置运动方式(设备状态字 60400010设定为0X003F),最大速度、加速度、减速以及目标位置值分别设定为30 000、160 000、16 000和40 000。 伺服提供的触发程序段的控制事件有输入端口的边沿信号触发、内部编程设定的定时器时间到、两个数值的比较结果为真、目标位置到达等,一些事件可以重复定义,所以一段程序可以执行一次也可以执行多次。同时,在一个程序段内又可以调用另外一个程序段。 在软件的数字输入窗口可以设定ED200数字输入端口DINl~DIN8的边沿信号所对应的程序段,实现从输入口调用内部程序段的功能。设计中数字输入端口的信号由PLC提供,这样就可以通过PIC间接对伺服电机进行控制。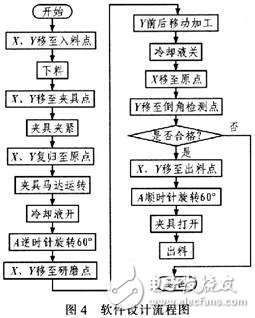 光纤连接器插针体研磨的一个完整的单周期工序包括入料、研磨、出料以及伺服定位等操作,图4为系统的软件流程图。其中,定位部分主要由ED200伺服放大器内部顺序编程控制,并且通过PLC信号触发程序段。研磨机整机系统由PLC编程控制,PLC采用梯形图编程方法。 支持两线(半双工)和4线(全双工)的RS485通讯。PLC的通讯扩展模块FX2N-485-BD与进行RS485通讯,可以实现两者间的数据交换。PLC程序采用梯形图编写,传输数据的地址及字节数用RS串行通讯指令设定。接入触摸屏后,通过触摸屏的数据输入窗口可以修改内部程序段的目标位置值声明:本文为转载类文章,如涉及版权问题,请及时联系我们删除(QQ: 229085487),不便之处,敬请谅解!
光纤连接器插针体研磨的一个完整的单周期工序包括入料、研磨、出料以及伺服定位等操作,图4为系统的软件流程图。其中,定位部分主要由ED200伺服放大器内部顺序编程控制,并且通过PLC信号触发程序段。研磨机整机系统由PLC编程控制,PLC采用梯形图编程方法。 支持两线(半双工)和4线(全双工)的RS485通讯。PLC的通讯扩展模块FX2N-485-BD与进行RS485通讯,可以实现两者间的数据交换。PLC程序采用梯形图编写,传输数据的地址及字节数用RS串行通讯指令设定。接入触摸屏后,通过触摸屏的数据输入窗口可以修改内部程序段的目标位置值声明:本文为转载类文章,如涉及版权问题,请及时联系我们删除(QQ: 229085487),不便之处,敬请谅解!

 收藏商品
收藏商品


